.jpg "MKS:使用高能量高功率紫外纳秒激光器切割 5G 柔性印刷电路板材料")
激光加工对印刷电路板 (PCB) 制造一直有着巨大的影响,推动整个行业开发性能更高、功耗更低的设备。如今,从较厚的纤维复合材料到较薄的柔性层压板,多种多样的材料采用一系列激光源通过各种方式进行加工。特别值得注意的是柔性 PCB (FPCB) 技术,由于移动设备市场的快速发展,该技术也在频繁更新换代。其中一个发展方向是 5G 移动通信,能够显著提高无线数据速率。毋庸置疑,我们需要使用新材料,以更高的速度接收、处理和传输数据,而传统的聚酰亚胺介电层必须替换为改性聚酰亚胺 (MPI)和液晶聚合物 (LCP) 等先进材料,这两种材料都能在 5G 频率下实现一流的介电性能。出于各种原因,包括更高频率下的稳定性,以及天线相关组件的稳定性,LCP 被视为 5G 的首选材料。在激光加工方面,全深度切割(本文的关注点)与 FPCB 制造中的成型切割/工艺路线应用相关,该过程是从板材或卷材上切割出设备或组件的最终设计形状。
我们的工业激光器应用研究人员使用高功率紫外 (UV) 混合光纤激光器(Quasar UV80,平均功率 80 W,能量高达 400 μJ/脉冲),对基于 LCP 的 FPCB 材料进行了一系列切割实验,包括纯 LCP 片和包铜 LCP 层压板。Quasar 激光器具 TimeShift 可编程脉冲技术的灵活性,可用于在单脉冲到 3.5 MHz 的广泛脉冲重复频率 (PRF) 下探索各种时域定制的脉冲输出(脉冲宽度、脉冲串模式、脉冲整形)。所有测试均采用双轴扫描检流计进行高速多次加工,并将 f-theta 物镜 (f = 330 mm) 与可变扩束镜相结合,以探索各种焦斑直径(20-35 μm,1/e2 直径)。
.jpg)
图 1. 使用 Quasar UV80 激光器切割的 50 μm 厚纯 LCP.入口(左上)、出口(右上)和横截面(下)视图显示了出色的质量和最低限度的过度加热。
我们的第一批加工结果来自 50 μm 厚的纯 LCP 片材料。初步测试表明,该材料与聚酰亚胺类似,具有相对较低的紫外光烧蚀阈值。然而,与聚酰亚胺不同的是,LCP 对过度加热比较敏感,需要精心优化工艺,以避免熔化和炭化。我们在高 PRF (>750 kHz) 下使用短激光脉冲宽度 (~2-3 ns)和适中的脉冲能量,取得了最佳切割结果。图 1 中的光学显微镜图像显示了产生的切口的入口、出口和横截面视图。
这些图像展示了通过紫外纳秒脉冲所实现的出色质量,几乎没有熔化和炭化的迹象。横截面视图显示了纹理精细的加工表面,没有热熔回流(即表面“平滑”)。横截面视图在切口的出口面方向确实出现了一些“通道”。这是由于工艺的高速/低脉冲重叠性质,以及随着深度增加而减小的烧蚀直径,从而在切口的出口面方向产生了接近分离的烧蚀“点”。在实践中,通过在切口更深时降低光束扫描速度,可以减少或消除这种效应。该切口使用 13 次重叠扫描在 8 m/s 扫描速度下实现,产生了 ~615 mm/s 的净切割速度。
我们还进行了包铜 LCP 层压板切割,在测试中使用了两种不同厚度的 Cu/LCP/Cu 叠层:18/100/18 μm 和 9/25/9 μm。较厚的那种材料尤其难以处理,而更高的脉冲能量有助于避免加宽切口宽度(例如通过实施平行线/光栅扫描工艺)。然而,Quasar 激光器的脉冲能量高达 400 μJ,不需要采取这些措施。我们利用了该激光器的 TimeShift 脉冲定制功能来研究各种条件,包括短脉冲宽度与长脉冲宽度,以及脉冲串模式输出。对于较长的脉冲 (10 ns),切割速度处于较高的 100-120 mm/s,而切割质量趋向于毛边较小但氧化区较大。另一方面,较短的脉冲 (2.5 ns) 切割速度较慢 (~90 mm/s),毛边更高,但氧化区显著减少。使用短脉冲 (2 ns) 的脉冲串可以产生最好的总体结果,具有 130 mm/s 的最高切割速度,以及毛边高度和氧化量都适中的切割质量。图 2 中的光学显微镜图像从入口和出口面以及横截面角度显示了这样的切口。
.jpg)
图 2. 使用 Quasar UV80 激光器切割的厚包铜 LCP。入口(左上)、出口(右上)和横截面(下)视图显示了使用时域定制的纳秒脉冲实现的清洁优质切口。
这些显微镜图像显示了可以通过精心优化工艺和时域定制脉冲强度输出来实现良好的总体质量。即使在切割包铜材料时,也可以保持之前显示的出色的 LCP 切割质量。此外,由于铜在 LCP 上的剥离强度通常远远低于聚酰亚胺的剥离强度,值得注意的是 Cu-LCP 交界面没有任何分层的迹象。对于较薄的 9/25/9 μm 叠层,可以观察到类似的结果,但是净切割速度明显更高,达到 >350 mm/s。
光学显微镜清晰地突出显示了使用纳秒脉冲激光器加工铜时发生的任何氧化物生长和熔融铜区域,例如毛边、粗糙边缘,等等。对于精细表面结构及其调整的超近距离成像,扫描电子显微镜 (SEM) 是更好的替代方法,用来进行了切口样品的进一步分析。图 3 显示了通过 SEM 观察18/100/18 μm 叠层的宏观视角。
.jpg)
图 3. SEM 成像展示了使用 Quasar UV80 激光器切割的包铜 LCP 光滑的材料表面和清晰的几何形状。
与光学显微镜相比,通过电子显微镜观察时,薄氧化物的光学效应以及先前熔融铜的散射/反射性质没有那么明显,从而可以聚焦于表面真正的维度方面,包括调整、边缘平直度,等等。在这里,SEM 图像展示了优质表面的清洁和经过精密加工的特征。特别值得注意的是 LCP 切口边缘的光滑度和垂直度,在铜层的切口断面没有任何明显的“鼓肚”或溃缩。图 3 中显示了交界面的高度放大 SEM 视图,确认 LCP 与 Cu 层之间的结合很好。此外,我们更详细地确认了光滑平整的 LCP 表面,铜切口边缘没有任何溃缩。
.jpg)
图 4. 近距离 SEM 视图显示 Cu-LCP 在激光切割之后完好无损,铜切口边缘没有任何 LCP 溃缩。
新技术通常会带来新材料,而制造方法和设备必须相应地进行调整。对于 5G 移动设备,高数据速率和高速电子器件需要替换掉 FPCB 中传统的聚酰亚胺电介质,许多情况下要替换为 LCP 薄膜和层压板。在这项工作中,我们使用了高功率高脉冲能量 Quasar 紫外激光器来切割这些材料,取得了出色的结果。TimeShift 可编程脉冲技术固有的灵活性有助于处理材料具有的各种热学和光学属性,让我们能够开发高质量和高产量精密激光切割工艺。
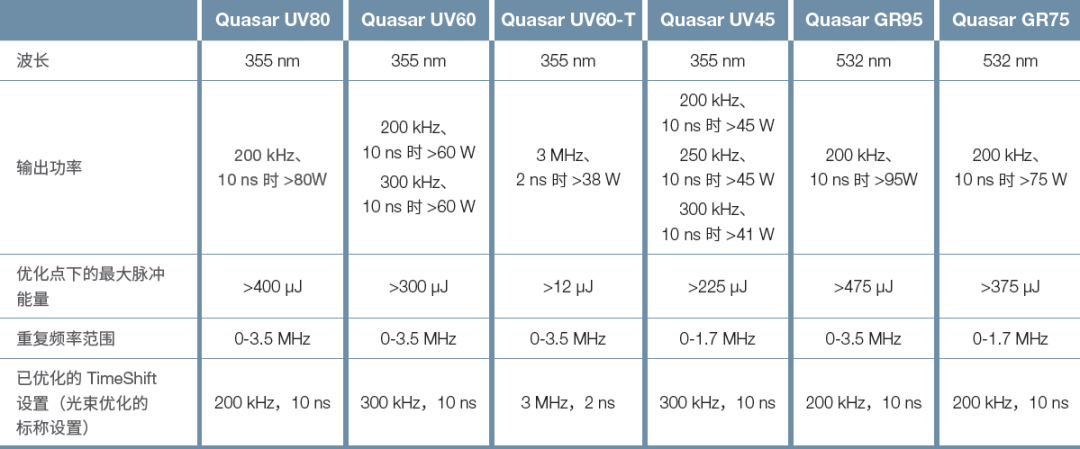
Quasar
Quasar 系列的突破性性能,使得在较高重复频率下,仍具有高紫外平均功率和脉冲能量,可满足高效微加工。Quasar 具有可编程脉冲形状的创新 TimeShift 技术,实现加工速度、灵活性和控制性的完美组合。
突破性技术: Quasar 将先进的光纤激光器、功率放大器和专利的倍频技术相结合,获得突破性结果。这一独特的设计利用光纤激光器的灵活性和稳健性,满足了 TimeShift 技术的要求。通过添加 Spectra-Physics 专属功率放大器技术,Quasar 可将其灵活性增强到很高的输出功率水平。最后,通过使用 Spectra-Physics 获得专利的倍频模块(因其优异的稳定性而闻名),Quasar 可为严苛的全天候 OEM 激光器应用持续提供功率、灵活性和控制性的完美组合。
来源:MKS光学与运动控制

