
第2部分将概述铋对63Sn37Pb焊料的影响。在实施无铅以前,经过多年的使用,已证明了63Sn37Pb焊料的实际性能。这点应该作为进一步讨论本文主题的基准。
在含锡的焊料中加入铋,是希望能够影响所形成焊料的物理属性和机械属性。其中包括熔融温度、润湿能力、强度、塑性应变及疲劳性能。在共晶合金(如63Sn-37Pb)中直接添加足够量的铋也可改变焊料的共晶性能或偏离共晶点。在63Sn37Pb 焊料中加入1%重量的Bi后,其DSC热像图显示仍能维持它的共晶属性。但是加入2%重量的Bi后,熔融范围开始显示偏离了共晶点。
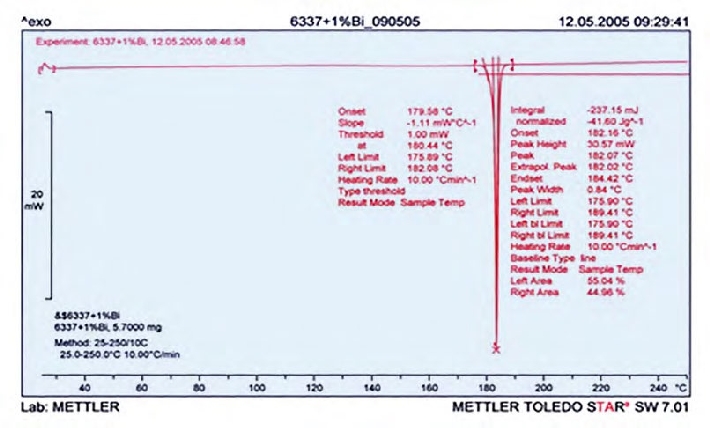
图1:加入1%重量的Bi后,63Sn37Pb 焊料的DSC热像图
目前,业界已经对在SnPb共晶焊料中添加微量铋后的效果进行了广泛的研究。下表总结了在SnPb共晶焊料中添加铋一直达到5 %的重量后,对基本机械属性和熔融温度的影响。在63Sn37Pb中铋的添加量为2%和5%,分别代替Sn或Pb。此外,对用铋代替同等量的锡或铅后,分别对合金进行了测试。不同的铋添加量,共形成了六种合金成分。表1分别列出了这六种合金成分的熔融温度(Tm)、屈服强度(sy)、抗拉强度(sTS)、杨氏模量(E)、断裂处的塑性应变(ep)、以及总应变为2%时的疲劳寿命(Nf)。所有成分均以重量百分比表示,除非有其他说明。基准焊料合金为63Sn37Pb。
|
合金 |
Sn |
Pb |
Bi |
Tm |
σy* |
σTS* |
E* |
εp* |
εs* |
Nf* |
|
1 |
62 |
36 |
2 |
180-183 |
54 |
60 |
30 |
27 |
|
5623 |
|
2 |
61 |
37 |
2 |
180-183 |
51 |
58 |
26 |
27 |
|
5753 |
|
3 |
63 |
35 |
2 |
182-184 |
54 |
61 |
30 |
29 |
|
5012 |
|
4 |
60.5 |
30.5 |
5 |
175-180 |
46 |
62 |
32 |
12 |
|
5998 |
|
5 |
58 |
37 |
5 |
175-179 |
50 53 |
59 62 |
27 25 |
11 10 |
|
6412 |
|
6 |
63 |
32 |
5 |
177-182 |
48 |
62 |
33 |
15 |
|
6982 |
|
63/37 |
63 |
37 |
|
183 |
41 |
47 |
27 |
24 |
|
3650 |
表1.添加2%和5%的铋后,63Sn37Pb的熔融温度范围及机械属性
如表1所示,添加2%的铋后,63Sn37Pb的熔融温度比添加前降低了2°C到3°C。无论2%的铋是取代铅,还是取代锡,或是1%取代铅,另外1%取代锡,熔融温度的变化几乎没有差别。铋的添加量为5%时,合金的液相线温度和固相线温度都降低了。用5%的铋替代锡时(5#合金)焊料合金的熔融温度,比用5%的铋替代铅时(6#合金)的熔融温度低2°C到3°C。这表明:与富锡相相比,5%的铋能更有效地降低富铅相的熔融温度。
比较添加2%铋后的焊料合金及基准焊料合金63Sn37Pb的强度后,发现添加铋后,大大增加了合金强度和塑性。用2%的铋替代锡(2#合金)或替代铅(3#合金),或是1%取代铅,另外1%取代锡(1#合金),焊料的拉伸性能没有可测量到的差别。当63Sn37Pb中铋的添加量增加到5%时,强度没有变化,但合金塑性降低了。用5%的铋替代锡(5#合金)或替代铅(6#合金),或是1%取代铅,另外1%取代锡(4#合金),焊料的拉伸性能差别在数据散射范围内。
为了增加合金强度和塑性,2%的铋添加量是最有效的量。铋添加量从2%增加到5%时,合金强度几乎没有什么变化,但是会明显降低合金塑性。
铋的添加量达到5%时,疲劳寿命会增加,但是塑性会降低。这是由于所采用的疲劳应变幅度(De = 0.2%),远低于断裂时的塑性应变(ep = ~12%)。在相对低的疲劳应变范围下,高强度是高疲劳阻抗的主导因素。
在铋-铅系统中,铋在铅中的固体溶解度是23.5 %,在锡-铋系统中,铋在锡中的固体溶解度是21%。当锡-铅-铋构成三元系统时,预计潜在的基本物理相互作用没有大的改变。总之,与基准63Sn37Pb焊料合金相比,包含有2%铋的锡-铅-铋三元焊料合金显示有更高的强度、更高的疲劳寿命、以及更高的塑性。合金的熔融温度会略微下降。当铋的添加量增加到5%时,锡-铅-铋三元焊料合金的疲劳寿命仍然比基准63Sn37Pb焊料合金高,但塑性则明显下降。

